Görüntüleme: 193 Yazar: Site Editörü Yayınlanma Zamanı: 2018-09-10 Kaynak: Alan








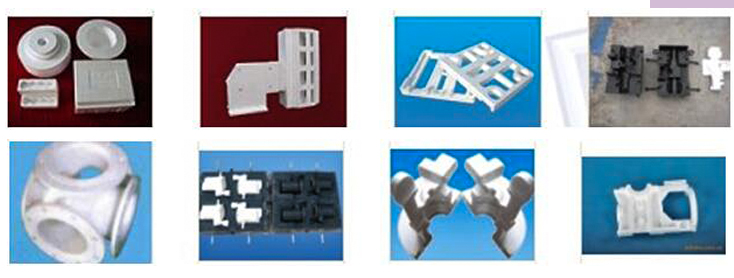
EPS kayıp köpük dökümünün (LFC) uygulamaları
Kayıp köpük döküm (LFC) yeni bir teknolojidir . olan , hassas şekillendirme, eps kalıba gerek yok, yüzeyde ayırma çizgisi yok, kum deliği yok, kenar yok, daha az tolerans ve daha az üretim adımı Geleneksel döküm teknolojisiyle karşılaştırıldığında LFC'nin birçok avantajı vardır. EPS'nin kaybolan köpük dökümü durumunda özellikle otomotiv ve boru endüstrisinde yaygın olarak uygulanan LFC, kolay oyma ve hızlı köpürme özelliğine sahiptir.
Burada EPS kalıp üretiminin gerekliliğini anlatalım. Döküm ile ilgili diğer bilgiler için lütfen ilgili kitaplara bakınız.
EPS kalıba döküm gereksinimi: ürün yoğunluğu 16-25 g/L, pürüzsüz yüzey, küçük boncuklar, daha az hava deliği, kenar yok;
Şu anda numune hazırlamanın iki yolu vardır:
1. ilk yol blok kesmektir; CNC kesici veya manuel yöntemle blok istenilen şekil için kesilecek, oyulacak ve yapıştırılacaktır. Kayıp köpük ihtiyacının yüksek olması nedeniyle. Bloğun çok iyi bir füzyona sahip olması ve içinde daha az hava deliği olması gerekir. Yöntem esas olarak küçük miktarda, daha düşük doğrulukta, büyük iş parçasında Köpük dökümünde kullanılır.
2. Kalıp oluşturma hızlı, büyük miktarda ve en popüler yoldur. İmalatçı, EPS malzemesi ile döküm malzemesi arasındaki çift kasılabilirliğe dikkat etmelidir. EPS çekme oranı 0,4-0'dır. %8. Yarı otomatik veya manuel eps köpük makinesinin ürünü, ejektör olmadığı için ejeksiyon bölgesinde adım ve deformasyon olmaksızın pürüzsüz yüzeyde daha iyidir. Her iki şekillendirme yöntemi de 0,2 ~ 0,80 mm küçük boyutlu boncuklar gerektirir (orijinal boncuklar <=1/9 ~ 1/10 minimum duvar kalınlığı). Eşit boncuklar gerektirir, bu nedenle küçük boyutlu hazneli yüksek standart ekipman olduğundan SPJ90 ön genişletici önerilir.
EPS kalıbımızı bitirdikten sonra EPS kaplama (mukavemet ve rijitliği arttırma) ve döküm aşamasına geçeceğiz.